服务热线
18103314772
手 机:18103314772
邮 箱:jingshizhizao@163.com
地 址:石家庄红旗大街567号元氏天山国际制造园57号
网 址:www.jingshizhizao.com
粉末冶金烧结工艺生产结构零件时,为得到令人满意的材料密度与力学性能,零件都是在给定的压力下压制成形的,因此实际零件的大尺寸主要受控于所用压机的能力。大多数压制成形的粉末冶金零件投影面积为3. 23 ~16100mm2,在压制方向的长度为0. 8~152mm2。在压制方向较长的零件,沿零件长度的密度是不同的。
用粉末冶金工艺生产结构零件时,为得到令人满意的材料密度与力学性能,零件都是在给定的压力下压制成型的,因此实际零件的大尺寸主要受控于所用压机的能力。大多数压制成型的粉末冶金零件投影面积为3.23-16100mm2,在压制方向的长度为0.8-152mm。在压制方向较长的零件,沿零件长度的密度是不同的。
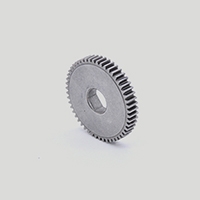
粉末冶金齿轮厂家用粉末冶金工艺容易制作的形状是在压制方向尺寸相同的,例如上图。诸如齿轮、凸轮、具有凹凸状者都属于这一类。在压制方向有通孔的零件,孔都是用芯棒成形的。一般来说,制作圆孔经济,因为它们可以用圆芯棒成形。但是制作其他形状的孔,须增加模具的制作费用。
用模具成形多台面粉末冶金零件时,零件各个台面都要是由独立的上、下模冲单独压制成形的,为使多台面零件各处密度均一,模具模冲的压制动作次数应等于零件成形台面的数目,倘若模具复杂或制作费用昂贵,为降低模具制造费用和避免产生影响成形零件质量的问题,可减少直接成形的零件台面数目,剩余的台面可用切削加工在成形/烧结的零件上加工出来。